
Finetuning a 3D nyomtatók rákfenéje. Összerakod, örülsz, elkezdesz hasznos cuccokat nyomtatni, és nem működnek. Fejvakarás helyett a következőket érdemes megnézni.

Hardware
- minden csavar, anya rendesen meg van-e húzva?
- vezérműszíj elég feszes? (vagy éppenséggel nem túl feszes?)
- Az X-Y-Z tengelyek valóban 90 fokot zárnak be?
- A Z tengelyen az end-stop jól van beállítva?
Az első ponthoz nem kell más, csak pár csavarkulcs (a RepRap M8, M4, M3-as csavarokkal és anyákkal van összerakva).
A vezérműszíj feszességére nincsenek egzakt értékek megadva, de ökölszabály, hogy árammal ellátott motornál ne lehessen kézzel mozgatni a vezérműszíjjal mozgatott kütyüket. Én két hasznos holmit találtam a Thingiverse-en, amik a nyomtató jelenlegi állapotában is legyárthatóak és használhatóak.

Az X-Y-Z tengelyek ellenőrzéséhez érdemes beszerezni egy egy indikátor órát*, amihez valamilyen rögzítő megoldás is kell, különben csak kidobott pénz. A howto és wiki szerint egy precízebb vonalzó is megfelelő, de a saját tapasztalatom szerint azzal túlságosan pontatlan eredményt érünk el.
Az end-stop-ot jelenleg empirikusan állítom be, de célszerűbb lenne hézagmérővel beállítani, főleg miután pontos érték van a birtokomban.
Software
Ha a hardware-en nem tudunk már tuningolni, akkor a software-nél érdemes próbálkozni. Ennek hátránya, hogy a változások eredményét ki kell nyomtatni, ami nem csak idő, de anyagigényes is. Fontosabb értékek, amiket érdemes megnézni (a teljesség igénye nélkül): print speed, first layer height, layer height, infill pattern, infill, bridges. Az alábbi három cikkben angolul nagyon jól összefoglalták, hogy a Slic3r-t hogyan érdemes beállítani, illetve a beállításnál mire kell figyelni:
- Slic3r is Nicer – Part 1 – Settings and Extruder Calibration
- Slic3r is Nicer – Part 2 – filament and printing
- Slic3r is Nicer – Part 3 – How low can you go?
Mivel az egész beállítási kérdés épp nálam is akkut probléma, ezért nem tudok sokkal többet hozzátenni, főleg hogy a fenti blogposztok írója jóval nagyobb tapasztalattal rendelkezik, mint én e sorok írása közben.
Próbanyomatok
A konzisztens teszt érdekében érdemes pár próbanyomatot beszerezni, ami nem feltétlenül anyagigényesek, de jól reprezentálják, hogy mennyire precízen van beállítva a gép. Ehhez jó szolgálatot tesz egy tolómérő.
Hollow Calibration Cube, Bridge Calibration Test
Ez az egyszerű, 2x2x2 cm-es, üreges kocka remek arra, hogy közröhej tárgya legyél (főleg a harmadik, negyedik stb. nyomtatásánál), de arra is, hogy a beállítsd a Slic3r-t (speed, first layer, layers, bridges…).
A Bridge Calibration Test további beállítások elvégzésében segít, ha a kocka már „elég jó”.
„Test your 3d printer”
Ez a minta kifejezetten hasznos volt számomra, már az első három layer sok hibára felhívta a figyelmemet. Miután leállítottam a nyomtatást, egyértelmű volt, hogy a pl. M4 anyára passzoló hatszög nem csak formájában, de méretében se tökéletes, ami hardware problémákra utal.
A fenti teszteken kívül bármi mást csinálhatsz, ami valamilyen fix értékekkel dolgozik. A Thingiverse-n számos modellt töltöttek fel 3D printer teszt témakörben (bár egyes, ebbe a (al)kategóriába sorolt modellek szerintem nem ide valóak, azért jól lehet innen mazsolázni).
Valami egyszerű és hasznos


Próbanyomatokat nyomni nagyon unalmas, ezért jó, ha találsz olyan kisebb projekteket, amik akkor is használhatóak, ha nem tökéletesek. Ez a filament vezető kis kütyü pont RepRap-ra való, és számos kellemetlen zörejtől kímél meg engem a maga tökéletlenségében is.
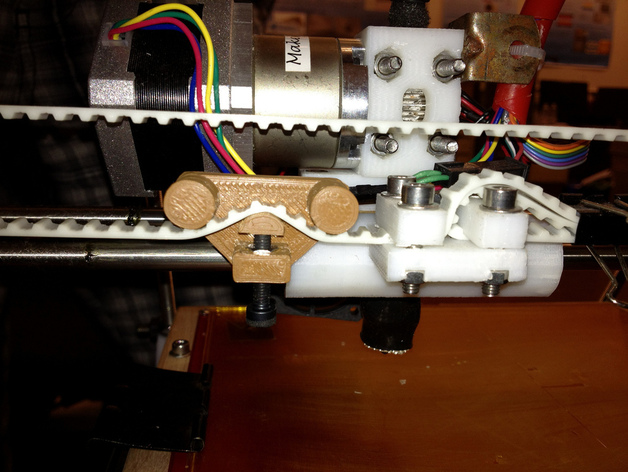
Olyan hasznos dolgok is vannak, amik pl. egy nagyobb projekt része, mint a képen is látható Sanguinololu rögzítő (a ventillátor tartó elem nélkül).
Ha sikerül a tesztelés mellé, közé még hasznos kis kütyüket beilleszteni, akkor sokkal élvezetesebben telik az idő, amit a kalibrálással tölteni fogunk.
A különböző weboldalak figyelmeztetnek egyébként, hogy minden mozgatás után érdemes újra kalibrálni a nyomtatót. Szerintem nekem is lassan ki fog alakulni a (fenti modelleknél anyagbarátabb)
teszt-készletem.
*affiliate link

indulásnak nem rossz, de a helyedben a Slic3r-t hanyagolnám (baromi lassú a szeletelő-algoritmusa, néha pedig kifejezetten hibás szerszámútvonalakat bír generálni). Összeraktam már pár reprap-ot (prusa-t, mendel-t, tricolor mendel-t, huxley-t), a méretpontosság a saját építésű nyomtatókon a kritikus keresztmetszet: tizedmilliméteres pontosságra van szükség, ráadásul jobba, ha a nyomtatott alkatrészek nem PLA-ból vagy ABS-ből, hanem minimum POM-ból vagy Nylon/PC-ből készülnek, 3 réteg falvastagsággal és 100% belső kitöltéssel. Fontos még a tengelyek kenése, amit havonta jó megismételni (csak semmi wd40, min. műszerolaj v vazelin). a Mendel-ek híresek arról, hogy érzékenyek a vibrációra, így a nyomtatási sebességet nem célszerű 40 mm/s fölé vinni ekkor ugyanis a kis területű ktltések és support-ok nyomtatásánál már olyan vobráló mozgást végez a fej, amely a nyomat minőségének kárára válhat (ha bowden-extrudered van, felmehet 60-70ig). Másik fontos dolog a hőmérséklet és a filament átmérő: ne elégedj meg a néveleges átmérővel a dobozon, mérd meg a valódit egy kengyeles mikrométerrel, és a slicer-ben ezt add meg értéknek, ellenkező esetben jöhet a try-and-error játék a flow és extrusion multiplier korrigációs tényezőkkel. A hőmérséklet is érdekes: a termisztor a hot-end tartályában mérő a hőt, ami Neked kell pedig a düznin lévő állapot, így célszerű egy infrás/lézeres hőmérővel megnérni a düznit is a hotend-et is, majd ennek függvényében módosítani az értékeken. Kipróbáltam jópár slicert, a legjobban használható talán a SImplify3D, amely ugyan fizetős, de megéri a pénzét. Jól működik még a Cura illetve a Kisslicer is, ezek ingyenesek. Sok sikert a Mendeledhez, remek induló gép, ráadásul továbbfejleszthető (pl ha lecseréles a z-tengely metrikus menetesszárait rendes, esztergált trapézorsókra, kapásból kétszer olyan precíz lesz a z-tengelyed, simán megy az 50 mikronos rétegvastagság is. Szintén filléres upgrade a mechanikus végálláskapcsolók optikaira történő cseréje, bár ha jól emlékszem a Sanguinololu panel nem támogatja (érdemes lehet áttérni egy rambo vezérlőre, vagy akár egy raspberry pi-ra octoprint-tel. Sok jó nyomatot kívánok, örlök h megtaláltam a blogod, ezentúl rendszeres figyelője is leszek!
@bonooobong köszi szépen a részletes választ, az elkövetkezendő napokban elkezdem megvalósítani a tippeket! Slic3r helyett hosszú távon az AstroPrint boxot használnám (amivel a PC-t 90%-ban ki tudnám iktatni), ők Cura-t használnak.
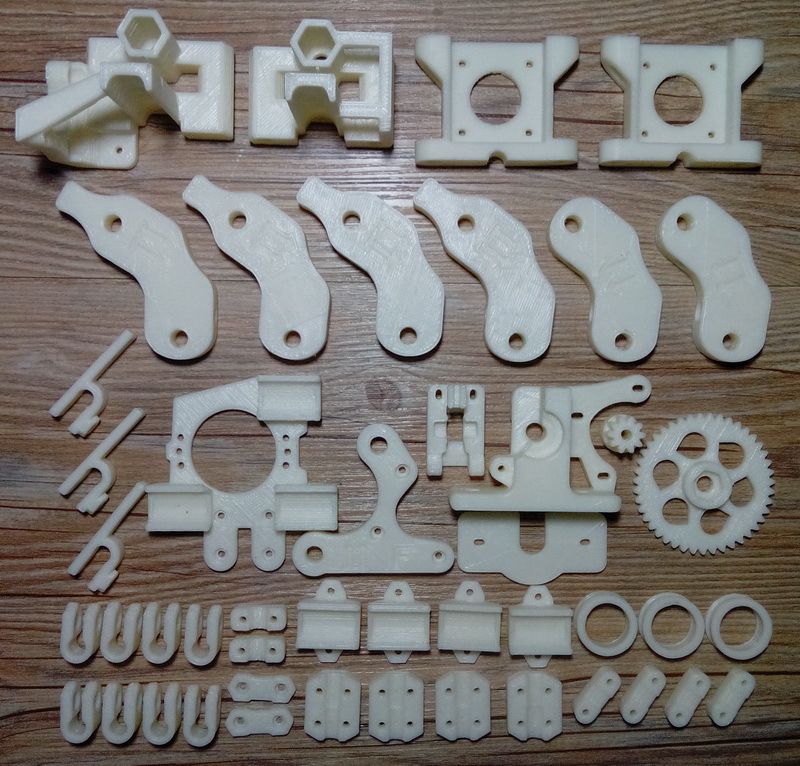
A nyomtatott (eredeti)alkatrészek ABS-ből készültek, de a 3.5 év állás nem tettek jót neki, néhanyat újra kell gyártanom (vagy gyártatnom, ha pontosat akarok).
Egy kérdés: nekem az infrás hőmérővel nem sikerült akkora hőt mérnem, mint amekkorát a thermistor megadott (a fejre csupán 95 fokot mondott a hőmérő, miközben a PLA csöpögött ki belőle). Elképzelhető, hogy a hőmérő a vacak, vagy az én mérési technikám, ha tudnál még ehhez valami tippet adni, megköszönném!
Simplify3D mellett még egy voks: valóban sok pénz, de ha sokat nyomtatsz, megéri. Egyrészt nagyon gyors a slicer, másrészt rengeteg nagyon kényelmes plusz szolgáltatást ad, pl. egyedileg akár kézzel definiálható support struktúrák, vagy egy tárgyra alkalmazható többféle nyomtatási profil, amivel mondjuk ugyanabban a nyomatban variálni tudod az infillt.
A hotend/tárgyasztal síkok összelövése mindig nagy kínlódás, ezért én azt mondom, hogy mindenképp érdemes elküzdeni magad addig, amíg megcsinálod az auto bed levelinget. A printrbot.com által ehhez használt proximity sensor sajna csak 3-3.5 mm-re látja a fémet, így ha üvegre nyomtatsz, akkor az nem lesz használható. Én most fogok nekiállni játszani egy FOTEK PS-05N-nel, ami 7 mm-t lát, igaz kicsit nagyobb blokk az egész.
A tapadás javításához érdemes poliether-imid (=PEI) sheettel próbálkozni: a PEI 170 ℃-ig hőálló műanyag, amihez jól tapad a PLA és az ABS is, ha heated bednek használod. PEI sheet van többféle vastagságban bőven az amazonon (ha ilyet akarsz, akkor kell még egy hőálló ragasztóréteg is, mondjuk a 3M 468MP), vagy ott van a konyhakész printinz.com, akik kifejezetten csak PEI tárgyasztal felületek gyártására szakosodtak. A printinz.com-os srácoknál létezik olyan ~200×200 mm-es PEI sheet, amely mindkét oldala alá egy rézréteget kasíroztak azért, hogy lássa a printrbot.com féle proximity sensor – lehet, hogy neked ez lenne a perfekt választás.
Endstop: az optikai endstopok mellett van még egy lehetőség: a hall effect sensorok. Most fogok próbálkozni mindkettővel, majd írok róluk.